

Turbine Tuesday: Forging
The lost art and Turbine economics

I was re-reading Kelly Johnson’s Book over Memorial Day weekend and came across a quote that reminds me of my discovery a year ago:
“It has become something of a crusade with me to advocate the development… of a huge metal forming press. We need a 250,000-ton machine, five times larger than the biggest available to us here today”
-Kelly: More Than My Share of It All (Smithsonian Institution Press, 1985), pp. 148–149.
Clarence “Kelly” Johnson is the most legendary aircraft engineer and turbine designer of all time. He single-handedly built Lockheed Skunkworks into a force. Developing the P-38 Lightning, F-104 Starfighter, U-2 spyplane, SR-71 Blackbird and dozens other aircraft. The most legendary engineer ever was jumping up and down about the need to invest in the forging process domestically. He wrote this in 1985, keep that in mind as you read ahead.
This Turbine Tuesday we are diving into one of the fundamental manufacturing processes that feed, and limit the design of every turbine for power generation, aerospace, or propulsion. Humanity energy abundance is held back by this critical manufacturing technology, lets discuss how and why below.
Introduction
Forging is the oldest metalworking process, invented way back in 8700 BC in Mesopotamia, it start off as hammering cold bits of copper into tools with stone to mint the Copper Age. Fast forward 10,000 years and we have different metals, bigger hammers, but the process hasn’t changed too much. I’ll discuss first principles on why Forging is objectively the best metallic mfg process, then describe the current problem in the turbine market.

Metallurgy of Forging
Forgive me, I will nerd out.
Forging is hot metal, hit with a heavy hammer. This picture below is a large steel shaft that is getting rough-formed into a longer and skinnier shaft. This is probably about a 2,000-3,000 ton hammer in an ‘open die’ configuration.
From first principles, the bigger the ingot to be pressed, the higher the flow stress, the finer the feature, the more tonnage you need. Wall thin-ness and bigger ingots is what Kelly Johnson wanted, bigger parts, with nearer-net geometry. Less important is flow stress which is just a measure of the force needed to deform a particular metal at a certain temperature, this is a feature of the material and grain structure.
The hammer force equation is:

Where the tonnage is F, f is flow stress, Yf is a tool factor, and A is cross section area. is friction of course and D/3h is the bigger geometry constraint. As you get thinner features, D/3h goes very high (h -> 0) so the hammer tonnage required skyrockets. Hence why Kelly wanted 250k tons! Thinner walls means lighter parts and less wasted material.

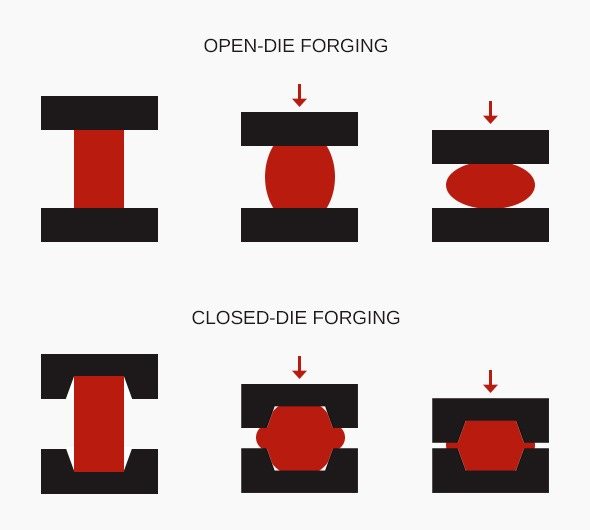
There are two types of forges: open and closed die. See picture below. Open die allows massive changes in dimension, short and stubby to long and skinny. It looks like the picture above. Open die is not really tonnage limited, it has a relatively small contact area, and usually works on thick parts at high temperatures. Then there is closed die, see below depiction. Closed die makes near-net shaped parts but requires a LOT more pressure. Flow stress is fighting you as the walls get thinner.
To push metals to their absolute design limit (like in turbines), you have to understand and predict their grain structure. You don’t care about where the material is strongest, but where it is weakest. The grain structure and impurities/porosity dictates where and how it is weakest. The more repeatable the grain structure, and defect free, the lower your safety margins can be, and still ensure it won’t fail catastrophically.
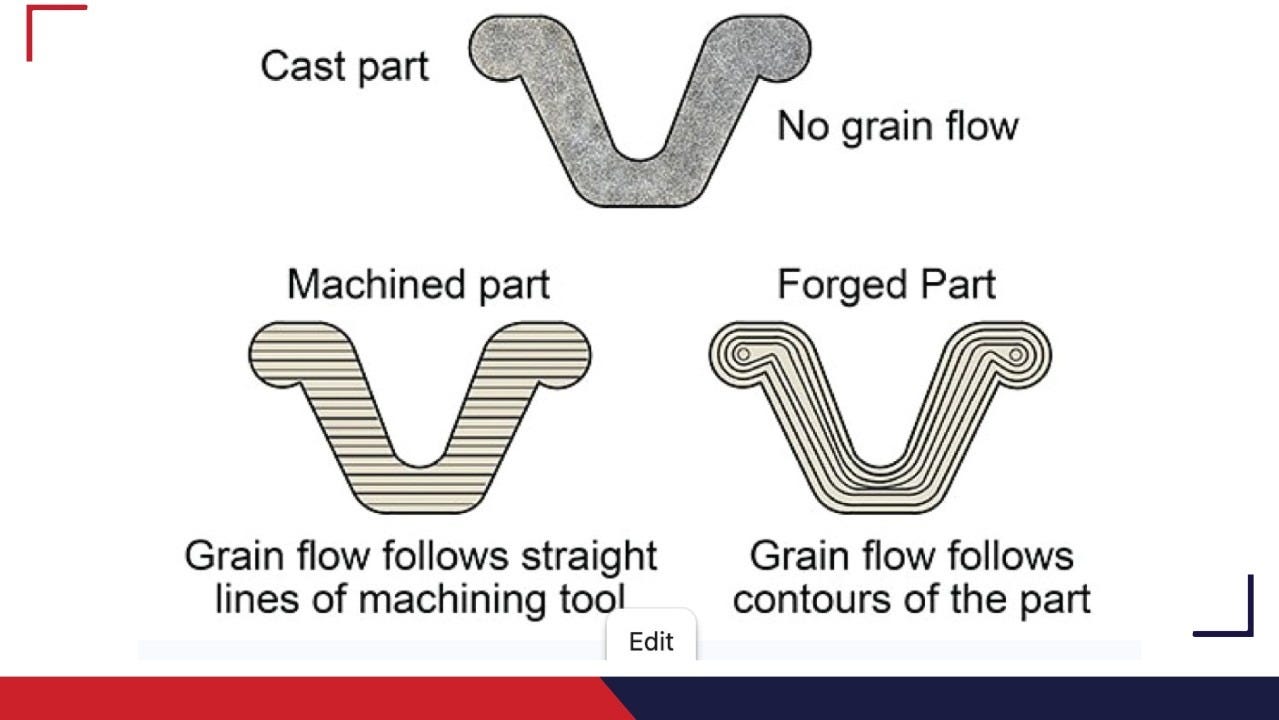
The image below is a depiction of the grain structure differences between a cast, machined and forged component. It’s not exactly correct, but the important part is that the cast part has randomly oriented, or worse, dendritic grain structures with porosity (high impurities, less reliability, higher safety margins). A machined component usually has unpredictably aligned grains, and therefore the designer needs to knockdown the performance of the part and over-design. A forged component however, has quite predictable grain flow, and therefore can be designed for better performance, both for mechanical properties (Strength) and dynamic properties like fatigue.
Then we get to my favorite part, the actual act of forging reduces grain size (strengthing through Hall-Petch) and induces 100-1000 more dislocations (strengthing through work hardening) doubly increasing strength, hardness and fatigue resistance. So you know have more predictable, repeatable, and better material properties, from the same material cost!
One last benefit is material cost. It is very unlikely that you can directly use a rough forged component, I’ve never seen a component directly be used off the forge. Most require some light to heavy post processing: i.e. heat treat, machining, grinding, drilling, etc. However the ‘buy to fly’ ratio, or ratio of waste material to material in the final part can be drastically reduced too. In comparison to machining, conservative estimates (although highly geometry dependent) have a 2-3x reduction in material wastage for near-net forging. A 30:1 ratio is not uncommon, 30tons of Titanium to make 1 ton of parts, running through a forge, you get stronger parts and 3x the quantity. Forging has the potential for huge cost savings, if harnessed correctly.
The most recent problem is that due to the supplier consolidation, prices and leadtimes have only gone up, the cost savings can’t be harvested. Turbines have more than 30% of their bill of material cost wrapped up in forging, and most of their leadtime.
The Turbine Bottleneck
Turbine designs are constantly pushing the boundaries of materials, and rightfully so: 8,000lbs of metal is rotating at 3600 rpm. That is an immense amount of energy, if it catastrophically fails… like enough to punch a hole through 10ft of reinforced concrete.
Structural integrity is everything, turbine development has been studying how to make more safe and high performant structural metals for decades. Enter forging, as previously discussed, makes stronger parts, and more reliable properties (less margin of safety needed).
That means literally 100% of turbines above 500kW (650hp) have forged components, especially so for larger (more expensive) turbines in the 20MW (26,000 hp) and above classes and all aerospace engines. Now let’s look at the supply chain.
I touched upon it on a previous turbine tuesday. However, we can dive deeper.
First is the heavy forges (20k+ ton) is pretty limited in the states. 20k+ ton is largely used for closed die forging of steels and titaniums, and is pretty specialized. Their main customers are airframe and steam turbine companies: Boeing, GE Vernova, Lockheed, etc. There are 3 companies that own all of them: Wyman-Gordan (Berkshire Company), Howmet Aerospace (Public $HWM), and Weber Metals. If you’re looking for a large turbine rotor disk, these companies have you in a strangle hold. 2yr queues just to get on the forge, not to mention tooling lead times and material testing.
Now lets talk about what I call ‘gas turbine’ forges. Isothermal forges are as they sound, they apply pressure under a single temperature, allowing super fine microstructure control, and allows nickel alloys due to flow stress reduction curves. These isothermal forges are also under vacuum or inert atmospheres to reduce corrosion on these sensitive superalloys. Guess what, there are 3 ‘western’ companies that own these as well: Wyman-Gordan (Berkshire Company), ATI (Public $ATI), Aubert & Duval (French, Safran Group). These forges are necessary to anyone wanting high performance gas turbines for power generation or flight. However, every company has to wait in line at the same 3x 10k+ ton forges. These leadtimes have extended past 2 years as well new geometry requires extensive modeling and trial and error to get the microstructure correct.
Lastly is the large open die forges. These are what I call ‘nuclear reactor’ forges. These are in the shortest supply in the next decade. These are large open die forges that make 300-500 ton parts like the Westinghouse AP1000 reactor pressure vessel. These demand very special tooling, and ancillary equipment (large ingot foundries, huge ovens, robotics). There are only 3 in the world: Japan Steel Works (JSW), China First Heavy Industries, and Russia OMZ Izhora. Notice they are not American. And 2 have geopolitical tensions.
This post on Westinghouse AP1000 supply chain made the rounds this week and now I get to plug Stone Power.


Conclusion
To conclude, Forging is the oldest and best manufacturing process for metals ever invented. There’s a lot I didn’t cover, but turbine tuesdays are meant to be bite-sized.
Forging is also a huge bottleneck in turbines of every sort, large, small, gas, steam, sCO2, any. Forging is also a huge bottleneck in nuclear reactor component fabrication. There ought to be a manufacturing company that utilizes this highly consolidated manufacturing method to unlock new economics in an industry where leadtime and costs are dominated by forging bottlenecks. This is Stone Power, to control the forge, is to control the economics and schedule of the turbine. Stone will build the factory and the forge to deliver turbines at unprecedented speed, scale, and costs to our customers.